グラビア印刷機
 |
 |
|
◆版胴の脱着が楽
シャフトがなくなる分、重量が軽くなるので脱着が楽になります。
シャフトから取り外したり、取り付けたりの手間がなくなりますので、版替えの時間が短くなります。
横にかさばらないので、台車を使用しての脱着が可能になります。
◆横見当合わせが容易
レバーを使用して版を左右に動かしますので、横見当合わせが楽になります。
カラコンで横見当を追加する時、メカ部分の複雑な工事が不要となります。
◆どこのメーカーのも対応
ヤマデン特有の方法で行いますのでどこのメーカの印刷機にも対応できます。
|
◆現地で工事
現地で工事しますので、機械を他の場所に移動する必要がありません。
◆セクショナル化が容易
今迄、セクショナル化の工事の1部分としてシャフトレス化を行なってきましたので、サーボモータ部の工事を追加するだけで、セクショナル化ということになります。
◆見学OK
導入となると色々と不安がつきものです。
その不安をなくすために、ヤマデンの工場にサンプル機を用意しました。
サンプルを視察してから安心して導入を検討してください |
|
 |
印刷の高速化考える場合、乾燥ボックスの役割は重要です。
また印刷インキの水性化を考える場合も乾燥ボックスの役割は重要です。
乾燥の方式には2つあります。
電気によるものとガスによるものです。
電気にも2通りあって、乾燥ボックスの中にヒータを内蔵したものと、外部に熱風発生器をおいて、そこから乾燥ボックスに熱風を
送り込む方式です。
|
ヒータ内蔵式のものはやめたほうがいいと思います。
乾燥ボックスの長さ、排気機能、冷風、乾燥に留意します。
熱伝導工学に基づき、熱ロールを使用した
乾燥ボックスを設計します。
これにより乾燥スピードが格段に上がることが期待されます。 |
|
 |
印刷速度を上げると、ドクター部でのインキ飛びが問題となります。
その解決策がファニッシャローの増設です。
シリンダーをインキパンのインキに直接接すると、高速回転するシリンダに大量のインキが乗っかり、それをドクターで掻くと、インキが飛び散ります。
|
ファニッシャーロールを使用することで回転1/3位に抑えることができますので、インキの飛び跳ねが極端に少なくなります。
また、版胴のシャフトレスの場合は、スライドする部分にインキが付くと大問題です。
スライド部分にインキが付かないように、ジャバラ式のカバーをつけます。 |
|
 |
カラコンは現在光学式のものが主流です。
私もその操作方法を習得しようと思って、講習を受けました。
しかし、その複雑さにあきれて、途中で講習を受けるのを中断してしまいました。
よくもこんな面倒なことをやってるなと思いましたが、他にものがないから仕方がないのですね。
|
その時、カラコンの開発を思い立ち、特許につながりました。
21世紀は映像の時代、簡単操作のカラコンが世に出ます。
ご期待下さい。
|
|
 |
 |
少し古い話になりますが、2014年3月31日の「包装タイムズ」に印刷加工業実態調査のシリーズで「印刷機老巧化業界再編を刺戟か」という記事がありました。
そして老巧化対策として、メンテナンス25%・新規導入7%・廃業4%・その他13%という結果が書かれていました。
新規導入の例としてセクショナルを取り上げ、1ユニット2500万円から3000万円かかるので新規導入もたやすいことではないということでした。 |
この記事を読まれた読者は「確かにその通りだ」
と、絶望的な気持ちになったのではないでしょうか?
でも本当にそうなのでしょうか?他に方法はないのでしょうか?
★★あります★★
以下にその方法を述べていきますので、最後までお読みください。 |
|
 |
現在航空自衛隊の第一線で活躍中の戦闘機
F-15は1970年代にアメリカで生まれ、航空自衛隊で実戦配備されたのは1986年です。
以後30年にわたって第一線で活躍し続けています。
では30年経ったこの戦闘機を老朽機と呼ばないのは何故でしょうか?なぜ30年も第一線で活躍できているのでしょうか |
それは、この30年間の電子技術の進歩を利用して、その時代の要求に合うようにレーダやミサイルや支援機器を、絶えず改修してきたから、F-15は何年たっても最新鋭機なのです。
そして、F-15戦闘機は、次期戦闘機F-35が実践配備されるまで、更なる改修を重ねながら最新鋭機であり続けるのです。 |
|
 |
もうお分かりですよね。
印刷機もF-15と同じように、その時代の要求に合わせて改修をし続ければ、決して老朽機になることはないのです。
ここにまさに対照的な2つの会社を例にあげてみたいと思います。
一つはなかなか利益があげることの出来ないAという会社。一つは税金対策をどうしようかと考え、決算前に設備の改修をしようかと考えているBという会社。
この二つの会社の違いは、それぞれの工場に入ってみればすぐわかります。
A社の機械は購入した時以来何の改修もしていません。中には故障したまま放置している機械もあります。 |
ではB社はどうでしょうか?
器械は古いのですが、色々と工夫して、全ての機械に改修の後がみられます。
この違いが結果として、片や儲かる会社、片や儲からない会社になったという訳です。
結論
★★改修をしないで儲かることはない★★
言葉の意味
修理;壊れたところをなおす。現状維持。
改造:Aという機能の機械に手を加えてBという機能にする。
改修:Aという機能の機械に手を加えて、時代のニーズに合うように性能を向上させる。
|
|
|
 |
| |
 |
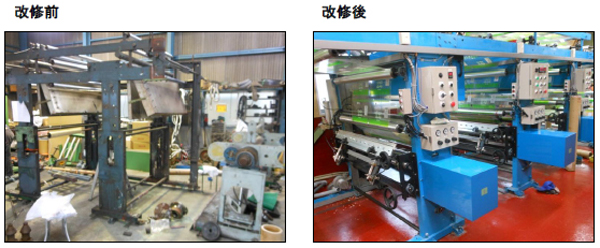 |
上の写真、少し解かり辛いですが、何年も使用しないで放ってあったボロボロの印刷機を、フレームだけ残して最新式のセクショナルに改修したものです。
「包装タイムズ」では1ユニットあたり2500~3000万とありましたが、ヤマデンで改修すれば、半分の1500万位でしょうか? |
|
でも予算のない会社がセクショナルにする必要はなくて、従来のものでもプチ改修で十分な成果を上げることができます。
身の丈に合った改修が大切です。無理してセクショナルを導入しても会社を倒産させては何にもなりませんから。 |
 |
改修をしていない機械で一番最初に手をつけなければならないのがテンション関連です。
インフィード・アウトフィード・巻取の中で手動のところがあったら、先ずそこを自動テンコンに替えます。
特にインフィード・アウトフィードにPIV(ギヤボックス)を使用しているものがあったら、これも手動式の機械ですから、すぐに自動式のテンコンに替える必要があります。
インフィード・アウトフィードは予算が許せば速度テンコンがベストですが、予算が無い場合はトルクテンコンでも、手動式に比べれば、各段に良くなります。
テンション関連の自動化が終わったら、次に圧胴とインフィード・アウトフィードの開閉が手動式なら、それをエアーシリンダ式に改修します。
次に乾燥・ドクタ周りを調べて品質の向上に効果があると思われるところから手掛けていきます。
|
|
巻取機もパウダ式でも十分使えますが、更なる性能アップを望むなら、サーボ式に改修すべきところです。
さらに巻取機には巻きの横ずれを防ぐために、当たり前見たいにサイド板を使用していますが、品質のアップと工数の低減を模索するならば、タッチロールの採用が欠かせません。
ヤマデンは老巧化した機械を、プチ改修によって取敢えずテンコンを自動化し、次にテンコン以外のところを改修して普通の機械にし、最終的に今の機械を最新鋭機へと改修していきます。
そして、儲からなかった機械を儲かる機械へと変身させます。
★★改修の継続が利益の継続★★ |
|
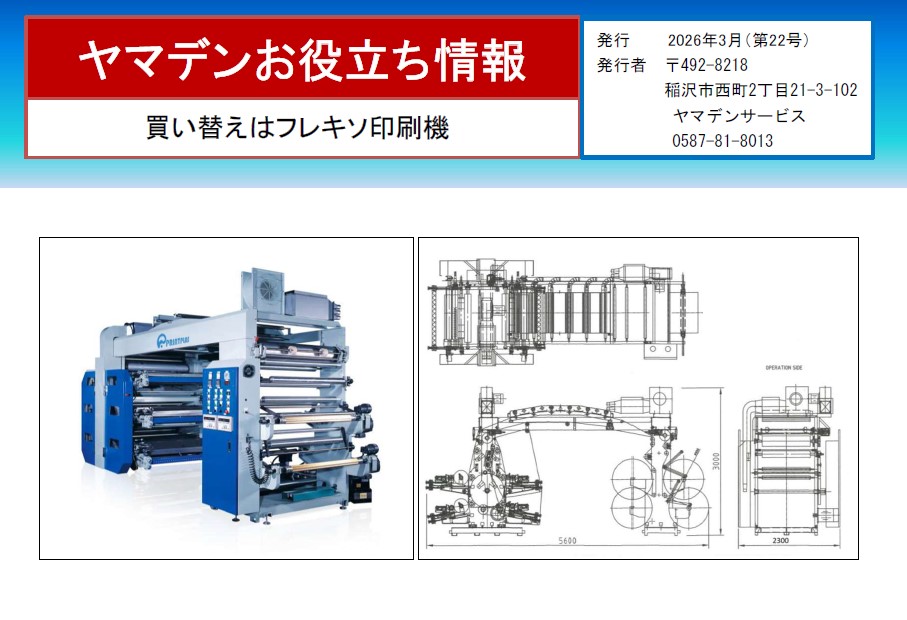
フレキソ印刷機
 |
 |
ヤマデンではかねてからフレキソ印刷機に関心を持って、色々と情報を集め研究をしてきましたが、いよいよ販売を開始することとなりました。
ご存じほ通り、フレキソ印刷機にはグラビア型・ドラム型・スタック型がありますが、ヤマデンで販売するのはスタック型です。
何故スタック型かというと、
ドラム型は価格が高い
グラビア型は場所をとる
という欠点がありますが、
スタック型は場所を取らず価格が
リーズナブルということで、
日本でこれから普及するにはスタック型が |
最適と判断しました。
欧米ではフレキソが主流なのに、国内ではグラビアが主流です。
理由は品質の問題だと思われます。
ここ数年でフレキソの品質が向上し、関心が高まってきました。
品質が同等になってきますと
場所をとらない
版の管理が楽
価格がリーズナブル
ということで、フレキソが圧倒的に有利です。
また乾燥部の距離がとれるということで、水性インキへの対応も有利だと思われます。 |
|
 |
ヤマデンの工場にセクショナル印刷機とフレキソ印刷機のモデル機を展示します。
お客様に実際に機械をみていただき、更に機会を動かして、印刷して結果を確認して戴きたいと思います。
◆セクショナル印刷機では
ヤマデン製セクショナルドライブ方式
ヤマデン製シャフトレス
ヤマデン製テンコンシステム
ヤマデン製カラコン(縦&横)
ヤマデン製の乾燥システム
巻出しの自動紙継ぎ
巻取りの自動紙継ぎ
◆フレキソ印刷機では
ヤマデンのサーボシステム
ヤマデンのテンコンシステム
その他最新のお勧めシステムを展示します。
両方共水性インキでの印刷ができるようにします。 |
◆実験場
この展示品はお客様へ展示するだけでなく新しい設備の実験場として活用されます。インキの濃度コントローラの性能試験
乾燥ボックスの乾燥速度測定
圧胴やニップロールの圧力測定
各ユニット間のテンション測定
新製品の性能試験
等様々な実験や試験が出来るようにします。
これが社名に技研の2文字を追加した所以なのです。
◆グラビアもフレキソもテンションが命
フレキソは凸版のため、テンション制御が難しいです。そのため、フレキソで発生するトラブルにはテンションが関係していることが容易に想像できます。
トラブルの解消を一緒に取り組んでいきたいと思っています。 |
|
 |
フレキソ印刷機の販売開始を機に
新しく会社
(株式会社 ヤマデン印刷技研)
を設立します。
この会社はフレキソ印刷機の販売を主たる業務としますが、併せてサービス要員と設計要員を擁して、将来的にはヤマデンサービスの業務を引き継ぐことになります。
今まで、時にふれ
「後継者はいますか?」
|
という質問を受けてきましたが、会社を設立して、スタッフを育成することで、後継者問題は解決ということになります。
セクショナルドライブ
フレキソ印刷機
カラコン
テンコン
印刷版胴のシャフトレス化
等をヤマデンのオリジナル設計品として、提供していきます。 |
|


|
◆古いグラビア印刷機・製袋機や巻取機の修理・改修やメンテナンス引き受けます。
どこのメーカーでも大丈夫です。
◆インフレ機・ラミ機・フレキソ印刷機やその他どんな機械でも困ったことがあったら連絡ください。
◆製造中止になった部品や、納期がかかる部品は必ず代替品があります。
ヤマデンが探して交換します。
◆大きな制御盤に入っている古いテンコンは即交換です。
◆古いインフレ巻取機はテンションをスライダックで調整している物がありますが、即交換です。
◆扇形ギヤ式の製袋機では利益を出すのが難しいです。
サーボ式に改修しましょう。
 |
 |
|
速度テンコン
◆高速度PID制御による精密なテンション制御
◆ハンチングを抑えるための感度調整がVRツマミで可能
◆ダンサロール不要
|
|
 |
|
セクショナル印刷機
◆コンペンレスで見当ずれを制御
◆ヤマデン特許のドクター装置を搭載
◆制御盤レス
|
|
| |
|