お役立ち情報
第2号
 |
巻き品質を大別すると次の3つになります。
1. 菊模様
巻き途中で緩んだ部分が生じ菊模様となる。
2. テレスコープ
巻き途中で原反が横にずれる
3. ゲージバンド
厚さの歪みや縦方向の印刷等で一か所だけ厚みが重なり凸状となる。
|
以上が巻き仕上がりから見た巻き品質ですが、
そのほかに無視できないのが切替時のロスです。
切替時のロスも次の3つにわけられます。
4. 巻き締り
5. 巻き緩み
6. 見当ずれ
以下それぞれの解決法を検討していきます |
|
順に解決法を示していきます。
1. 菊模様
テーパテンションが有効である。
巻き始めだけを少し強めに巻くのも効果がある。
2. テレスコープ(タケノコ)
タッチロールが有効である。
空気の巻き込みを防ぐためによく用いられ
てはいるが、理論的に理想的なものはすく
ない。
タッチロールは付け方によっては品質に悪
い影響を与えかねません。
当てる位置、角度、強さに細心の注意を
払う必要があります。
3. ゲージバンド
どちらかというと緩く巻いた方がよい。
定期的に巻き位置をずらす。
根本的な解決法はない。
|
4. 巻き締
適切なテンションの設定が必要。
5. 巻き緩み
適切なテンションの設定が必要。
6. 見当ずれ
設定したテンションに早く安定する必要がある。
巻取機だけでなくインフィードの影響が大きい。
切替のショックをユニットに伝えないのと早いテンションの回復のために、インフィードを速度テンコンとする。
豆知識
検討ずれの語源って知ってました?
この間テレビでやっていましたが、江戸時代に刷られていた版画の用語なんですってね。
版画をかさね刷りするときに絵柄がずれないように記しをつけた。その形がトンボに似ていたのでトンボともいうんだそうです。
|
|
|

|
|

|
|

■通常巻き取る時のテンションである
■設定はデジタル式、アナログ式がある

■新軸の助走テンションである
■助走時は速度をライン速度に連動させる必要がある

■最大出力の何パーセントと設定される
■通常テンションとの関係が重要
■このテンションを何秒間にするかも重要
|
|

■原反が巻き取られた直後が最適
■他の位置でも効果がゼロという訳ではない

■軸の中心に向って圧をかけるのが最適
■実際は概算値の場合が多い

■エアーシリンダを使用することが多い
■巻取テンション換算のデジタル表示が
望ましい
|
|
巻取りの理論の力学的探究は1950年ころから始められ、その間いろいろな説か提案されていますが、日本で詳しい理論が発表されるようになったのはまだここ数年のことのようです。
その詳しい理論は難しい数学の式が入りますので完全の理解するのは至難の業です。
我々にできることはその理論の概算をつかみその理論にそった実験をして、実用的なものを作って、実際に現場で使用して結果品質を上げ利益を上げることだと思います。 |
|
巻取機におけるタッチロールの役割は大きいものがあります。
ヤマデンでは巻取りテンション換算で圧力をデジタル表示するタッチロールシステムを提案出来ます。
従来から提案してきました
サーボ式巻き取りテンションコントローラとこのタッチロールシステムを採用すればより高い巻き品質を実現できるものと確信します。 |
|
第8号
 |
ヤマデンが支持される理由
◆巻出しからインフィード・アウトフィード・巻取まで総合的に設計・改造。
テンションと一口に言っても、巻出しから巻取りの他にインフィードやアウトフィードもあって、それぞれに制御する必要があります。また各印刷ユニット間のテンションはシリンダの径差によって決まります。またゼロ径差のシリンダの場合、は大体はインフィードとアウトフィードのテンションによって決まりますが、各ユニット間のテンションが均一とは限りません。
シリンダ前後の構造によっても変わります。
ですから理想は、各ユニット間にもテンション表示器を付ける必要があります。これによってシリンダの径差が適切かどうかが解かりますし、ユニットに不具合があると、それがテンション値の異常として表示されます。
巻出し機と巻取り機はトルクテンコンで、インフィードとアウトフィードは何故速度テンコンなのかも理論と経験から導かれます。
巻取機に関してはまだその理論が完成してから間もないので、理想的な巻取機は殆ど無いといっても過言ではない状況です。
ヤマデンの場合この理論を理解したうえで巻取機を設計していますのでほぼ理想的な巻取が実現できます。
◆電子業界で磨いた設計力を生かした
テンションコントローラ及び関連機器の設計
ヤマデンは長い間電子業界で仕事をしてきましたので、ハードにもソフトにも経験が豊富です。
その経験を生かしてソフトが有利な場合はソフトを、ハードが有利な場合はハードの設計を行いますので、とても合理的な設計ができます。
最近シーケンサや表示機の性能がアップしてきたので、全てそれ等を使って設計され勝ちですが、外見をよくして、価格だけが高くなって、性能はそれ程でないものをよく見かけます。性能第一、それとオペレータの使い勝手の良さを追求するのが優れた設計者と言えるのではないでしょうか?
|
|
◆設計製作を外注せず自社で制作することにより、良いものをより安く提供
製品の価格が高くなるのは、一番金のかかる設計を外注している場合が多いようです。
ヤマデンは設計を全て自社で行い、部品の選定も自社で行なっているのでリーゾナブルな価格を提供できているのです。
この業界で全ての会社が儲かってるとは限りません。儲かってない会社は、設備改善にかける予算がどうしても厳しくなってしまいます。そんな時には次善の策として、他の違ったシステムを提案したりして、お客様の予算内でいかに性能アップを図るかを提案します。、
◆設備のことだけでなく品質や生産管理面での提案
会社は利益を出さなければ何の意味もありません。いくら優秀な機械を揃えても品質管理や工程管理がお粗末では利益の出しようがありません。
ですからヤマデンは、品質管理や稼働t率アップのための改善もいろいろと提案しています。
◆つちかってきた開発力を生かし、ユーザーの要望に応じた新製品を提案
既に弾性計測器やシリンダの初期位置設定器などを制作してきましたが、今ヤマデンが注目しているのはドクターの改修です。最新式のセクショナル印刷機も、どういう訳かドクターのバランス調整は昔のままの手動式なのです。
この手動式に疑問を抱いてドクターの自動化に挑戦したのがヤマデンのドクターで、既に特許の取得に成功しています。
ヤマデンのドクターは、左右のバランス調整をする必要がなく、釦一つでドクターの脱着を行なえるので、即運転が可能です。
ヤマデンのドクター、は従来のものとは原理が異なりますので、増速時のドクターの浮きやカブリのない理想的な印刷が可能となります
|
|
 |
|
ヤマデンのテンコンの最大の特徴は感度調整をオペレータが出来るということでしょう。
感度は高くすると設定テンションに早く到達し、切換え時のショックによるテンションのふらつきも早く治まりますのでロスは減少します。 |
|
ところが、感度を高くし過ぎるとハンチングが起きてしまいます。このハンチングが起きた時に感度調整ツマミが威力を発揮するのです。つまりオペレータがこのツマミを回して感度を低くすることによりハンチングを止めることができます。
|
 |
ヤマデンのテンコンはPID制御による速度テンコンです。
速度テンコンに使用するPIDユニットは高速でなければなりません。トルクテンコンの場合はある程度定速でも制御可能なので、マイコンやシーケンサのソフトを使用したPID制御でも実用になりますが、高速を「要求されるサーボアンプや速度テンコンの「場合はハードによるPID制御でないと無理です。 |
|
昔マイコンが出始めの頃、巻取機のテンコンをマイコンPIDの速度制御で行って失敗している例を見かけます。
又最近デジタル表示機が普及してきていますが、表示をいくら綺麗にしても性能が上がるのではなく、その分速度が遅くなるので性能は下がっているのですから注意が必要です。
|
 |
他社のテンコンはダンサロールを使用しています。
ヤマデンのテンコンはダンサロールを使用しないダイレクト制御です。 |
|
駆動部分はモータと2個2個のプーリと、それをつなぐベルトのみなので制御速度が速く最高の性能を実現できると同時に故障がないメンテナンスフリーを実現しています。
|
|
 |
 |
ターレット上にサーボモータをとりつけるとなるとスリップリングを介する必要がありますので、そんなことをするとサーボが誤動作するので不可能だと言われます。
でもそんな時にはこう答えるようにしています。
何でもそれを可能にする能力のないところに頼めば何軒聞いても不可能ですよ、と。 |
|
ヤマデンはターレット上のDCモータやトルクモータをサーボモータに変えてきた実績があります。
うえの写真にある通りテンコンは三菱製のものを使用してトルク制御をおこないます。
|
 |
ノンソルなどの巻取機では普通のテーパ制御ではうまく負けなくて折れ線テーパ制御を必要とする時があります。
このような時テンコンにその昨日が備わっていない時にはシーケンサ等をつかってプログラムする必要があります。
ところがヤマデンが巻取機に使用している三菱製のテンコンにはすでにその機能が内臓されているのです。 |
|
仕事上ヤマデンは色々な会社製のテンコンをみてきていますが、テーパ制御に限らず軸切換えの設定やメカロス設定、PID乗数に設定等総合的にみてこのテンコンにまさる淡婚はいまのところお目にかかっていません。
|
 |
巻取機の改造はテンコンもサーボモータも新しいものに変えるのが理想ですが、予算の都合でそうもいかない場合があります。
そんな場合は取敢えずテンコンのみの交換という方法もあります。 |
|
これでもかなりの巻きの改善はみられますし、なんといっても費用が半分位ですみます。
|
|
第11号
 |
 |
少し古い話になりますが、2014年3月31日の「包装タイムズ」に印刷加工業実態調査のシリーズで「印刷機老巧化業界再編を刺戟か」という記事がありました。
そして老巧化対策として、メンテナンス25%・新規導入7%・廃業4%・その他13%という結果が書かれていました。
新規導入の例としてセクショナルを取り上げ、1ユニット2500万円から3000万円かかるので新規導入もたやすいことではないということでした。 |
この記事を読まれた読者は「確かにその通りだ」
と、絶望的な気持ちになったのではないでしょうか?
でも本当にそうなのでしょうか?他に方法はないのでしょうか?
★★あります★★
以下にその方法を述べていきますので、最後までお読みください。 |
|
 |
現在航空自衛隊の第一線で活躍中の戦闘機
F-15は1970年代にアメリカで生まれ、航空自衛隊で実戦配備されたのは1986年です。
以後30年にわたって第一線で活躍し続けています。
では30年経ったこの戦闘機を老朽機と呼ばないのは何故でしょうか?なぜ30年も第一線で活躍できているのでしょうか |
それは、この30年間の電子技術の進歩を利用して、その時代の要求に合うようにレーダやミサイルや支援機器を、絶えず改修してきたから、F-15は何年たっても最新鋭機なのです。
そして、F-15戦闘機は、次期戦闘機F-35が実践配備されるまで、更なる改修を重ねながら最新鋭機であり続けるのです。 |
|
 |
もうお分かりですよね。
印刷機もF-15と同じように、その時代の要求に合わせて改修をし続ければ、決して老朽機になることはないのです。
ここにまさに対照的な2つの会社を例にあげてみたいと思います。
一つはなかなか利益があげることの出来ないAという会社。一つは税金対策をどうしようかと考え、決算前に設備の改修をしようかと考えているBという会社。
この二つの会社の違いは、それぞれの工場に入ってみればすぐわかります。
A社の機械は購入した時以来何の改修もしていません。中には故障したまま放置している機械もあります。 |
ではB社はどうでしょうか?
器械は古いのですが、色々と工夫して、全ての機械に改修の後がみられます。
この違いが結果として、片や儲かる会社、片や儲からない会社になったという訳です。
結論
★★改修をしないで儲かることはない★★
言葉の意味
修理;壊れたところをなおす。現状維持。
改造:Aという機能の機械に手を加えてBという機能にする。
改修:Aという機能の機械に手を加えて、時代のニーズに合うように性能を向上させる。
|
|
|
 |
| |
 |
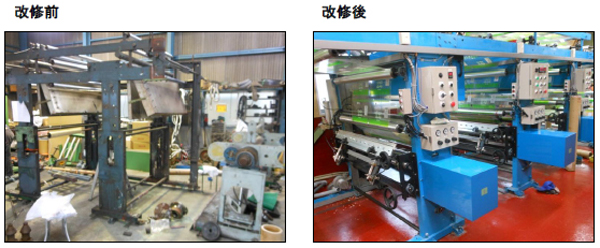 |
上の写真、少し解かり辛いですが、何年も使用しないで放ってあったボロボロの印刷機を、フレームだけ残して最新式のセクショナルに改修したものです。
「包装タイムズ」では1ユニットあたり2500~3000万とありましたが、ヤマデンで改修すれば、半分の1500万位でしょうか? |
|
でも予算のない会社がセクショナルにする必要はなくて、従来のものでもプチ改修で十分な成果を上げることができます。
身の丈に合った改修が大切です。無理してセクショナルを導入しても会社を倒産させては何にもなりませんから。 |
 |
改修をしていない機械で一番最初に手をつけなければならないのがテンション関連です。
インフィード・アウトフィード・巻取の中で手動のところがあったら、先ずそこを自動テンコンに替えます。
特にインフィード・アウトフィードにPIV(ギヤボックス)を使用しているものがあったら、これも手動式の機械ですから、すぐに自動式のテンコンに替える必要があります。
インフィード・アウトフィードは予算が許せば速度テンコンがベストですが、予算が無い場合はトルクテンコンでも、手動式に比べれば、各段に良くなります。
テンション関連の自動化が終わったら、次に圧胴とインフィード・アウトフィードの開閉が手動式なら、それをエアーシリンダ式に改修します。
次に乾燥・ドクタ周りを調べて品質の向上に効果があると思われるところから手掛けていきます。
|
|
巻取機もパウダ式でも十分使えますが、更なる性能アップを望むなら、サーボ式に改修すべきところです。
さらに巻取機には巻きの横ずれを防ぐために、当たり前見たいにサイド板を使用していますが、品質のアップと工数の低減を模索するならば、タッチロールの採用が欠かせません。
ヤマデンは老巧化した機械を、プチ改修によって取敢えずテンコンを自動化し、次にテンコン以外のところを改修して普通の機械にし、最終的に今の機械を最新鋭機へと改修していきます。
そして、儲からなかった機械を儲かる機械へと変身させます。
★★改修の継続が利益の継続★★ |
|
第12号
ラミネートという仕事において、その制作過程で
一番問題
になっているのがカールとシワでは
ないでしょうか?
この問題についてそれぞれのメーカーがそれぞれの方法で、経験値をもとにしながら苦労しているのが現状ではないでしょうか?
原因については、テンション・芯出し・湿度・温度など色々と推測しながら対策を練っているのだと思います。
ヤマデンは主にグラビア印刷機のテンションに携わってしてきましたので、ラミ機についてはあまり関心を寄せないでいました。
以前に「ラミはグラビアと違ってそれ程テンションに関して神経質にならなくてもいいんだ」 と言ったラミ製造メーカの言葉を信じていました。
でも本当にそうなのでしょうか?
上に挙げた原因「テンション・芯出し・湿度・温度」
の中でカールとシワの原因になっているのは何でしょうか?
最も大きな原因はテンションだと思われます。
通常、第1巻出しの原反に第2巻出しの原反を貼り付けるのが普通ですが、この両者のテンションが安定していることが大事で、さらに両者のテンションのバランスです。
そして、この後の巻き取りのテンションが安定していることも大事です。
今迄に実績のある製品に関しては、経験値をもとにしてテンションを設定しているのでさほど問題はないでしょう。
しかし現在では次々と新しい製品が生み出されていますので、新しい製品に経験値だけで対応するには無理があります。
更に第2巻出しのテンションは、薄い原反の場合1kg以下までテンションをさげなくてはならない時もあります。
このような場合メカロスと原反の自重のためパウダ制御ではダメで、サーボ制御に頼らざるをえなくなります。
では実際にどのようにテンションの設定をすれば
いいのかというと、そう簡単ではありません。
そこでヤマデンでは強力な助っ人を用意しました。
「簡易弾性率測定器」です。
この測定器が、第1巻出しの原反と第2巻出しの原反の弾性率を測定し、それぞれのテンション値を計算し表示してくれますので、オペレータはそのテンション値を設定すればいいのです。
また,第2巻出しの微弱なテンションはサーボモータを使用した「ヤマデンのテンションシステム」で実現できます。
即ち、「弾性測定器」と「ヤマデンのテンションシステム」でカールとシワの問題は完全に解決できるということになります。
「ラミ機のテンションはグラビア印刷機のように精密でなくてもいい。」という今までの常識は間違いです、
場合によってはグラビア印刷以上にテンションの精度が要求されるのだと思います。
今まで、手探り状態だったラミの製造をはっきりと「見える化」して、理論を基にした近代的な生産工場へと変身させてください。
第13号
 |
 |
なぜグラビア印刷機のインフィードとアウトフィードのテンションコントローラ(以下テンコン)はサーボモータを使用した速度テンコンでなければならないのでしょうか?
ヤマデンが速度テンコンを世にだして10年以上がたちます。
その間インフィード(IF)とアウトフィード(OF)のテンションの重要性を発信し続けていますがまだまだ理解されていないのが多数というのが現状です。 |
|
それには、こちらの説明の仕方が不十分な点があったのかも知れない、という反省に立ちながら再度解説を試みたいと思います。
★★★★
以下に代表的な3つのテンション制御方式の内容とその違いについて述べていきますので、最後までお読みください。
|
 |
テンション原理図をご覧ください。
印刷機の善し悪しは次の2つの条件を満たしていることが必要です。 |
| |
1・ |
この図の「IFテンション」と「OFテンション」が広範囲(0.5kg~30k)にわたって安定していること。(高精度) |
| |
2・ |
切換え時に巻出機と巻取機からのショックが「IFテンション」と「OFテンション」に影響を与えないこと。(ふんばり) |
|
|
この図のIFとOFの構成部品が書かれているNO・1の制御方式が、この二つの条件を満たしており、グラビア印刷機における、理想的な制御方式です。 |
 |
図におけるIFとOFがパウダブレーキとパウダクラッチで構成されるNO・2の制御方式です。
IFではクラッチに一定の電圧をかけ、ブレーキ電圧を制御して、テンションを設定値に保ちます。
OFではブレーキに一定の電圧をかけ、クラッチ電圧を制御して、テンションを設定値に保ちます。
パウダによる制御はトルク制御なのですが、
トルク制御は速度制御とちがって「ふんばり」がききません。
そのため「IFテンション」は巻出しテンションの影響をうけます。
|
|
ブレーキだけでは巻出しテンションよりも小さい「IFテンション」を制御することができないのです。
それで、クラッチに一定電圧をかけて、巻出しテンションよりも小さいテンションを制御できるようにしたのが、この制御方式なのです。
OFも同様の原理になります。
理論上はこれで良さそうなのですが、実際はブレーキとクラッチが絶えずケンカしているため制御が不安定で、更にパウダの寿命も縮めてしまいます。 |
 |
原理図におけるNO・3の構成がこの制御方式になります。
IFはダンサロールの位置情報をワイヤーで連結したリングコーンに伝え、速度を一定に保つ速度テンコンの一種です。
テンションの大きさはワイヤーにつるされた重りで決まります。
リングコーン方式は、インバータが普及する以前に考案された、モータの無段階制御方式のことです。精度はインバータほど高くありませんからテンションの精度もよくありません。
OFはPIV(ギヤボックス)方式です。
主軸とピンチロールがギヤボックスを介して接続されており、ギヤ比を変えることによりテンションが上下します。これも速度テンコンの一種です。 |
|
実験した人にはわかりますが、少しの速度変化でテンションは大きく変動します。
しかもこの方式は自動ではなくて手動ですからテンションを変化させてから落ち着くまで、かなりの時間がかかります。
また「ふんばり」もきかないため、切換え時のショックがOFにもろに伝わり、落ち着くのに数分かかることもあります。その間は不良品を垂れ流すこととなるのです。
この方式のもう一つの欠点は、IFにもOFにも表示器が無いため、テンションが大きく変動しているのに、それを目で確認できないことです。
テンション表示無しで印刷をする、ということがどんなに恐ろしいことか、理解できない人がいるということが、実に恐ろしいことです。 |
 |
同じ時期に創業したのに、何十年か経った現在業績をのばして大きくなった会社と、そうでない会社があります。
成功したある会社の社長が、「会社を大きく出来るか、そうでないかは度胸で決まる」と言いました。確かにそれも事実だと思いますが、私は「成功するかしないかは、トップの理解力」だと思っています。
儲かっていない会社の機械は購入した時のままです。もちろん途中で故障したこともあったでしょうから、修理のための費用はかけたことと思います。
一方儲かっている会社は修理はもちろん、性能アップのための改修にお金を使っています。
設備投資という言葉がありますが、修理に使ったお金を設備投資とはいいません。使ったお金に対し配当が無いからです。
|
|
これに対し改修は機械の性能アップを目的としますから、改修した翌日からロスが減少しますので、この減少したロスの分が配当として戻ってくることになるのです。ですからこれを設備投資と呼ぶことができます。
結論として言えることは、設備投資を積極的に実施してきた会社は儲かっている会社で・設備投資を行わなかった会社は儲かっていない会社ということができます。
その差はどこからくるのかというと、会社のトップの機械の性能、とりわけテンションに関する理解があるかどうかということになります。
この「お役立ち情報」を読まれた会社トップがテンションの重要性を理解して、設備投資を行い、配当をものにして、儲かる会社に変身することを、心から願っています。
★★設備投資が利益の分かれ目★★ |
 |
1・この図はサーボモータとサーボモータを使用した速度テンコンである。
2・この太枠の中身が
パウダクラッチ・ パウダブレーキ・ インバータモータ
となっているのがパウダ式トルクテンコンである。
3・この太枠の中身が
ダンサロール・リングコーン(インフィード)
PIV(アウトフィード)
となっているのが旧式の速度テンコンである
|
|
第17号
 |
 |
巾800mm位の製袋機で、800mmに近い原反を
製袋するときは1丁取りで問題ありませんが、巾が300mm位のものだと、2丁取りして生産を上げたいと思うのではないでしょうか?
小幅のものを2丁取りするために、送りローラそれぞれをサーボモータで駆動する方式のものは存在します。
仮に300mm巾の2丁取りの機械があったとして、800mm巾のものを製袋するには、もう1台機械が必要となります。
|
|
|
ところがパタパタ方式の製袋機だと、800巾の1丁取りも300mm巾の2丁取りも1台の機械で出来るのです。
無地の原反に関しては、そのまま2丁取りは出来ますので、以後マーク有りのものについてのみ話を進めてまいります。
|
|
 |
| 1・ |
パタパタ器具
これを設置することで、左右の送り量を加減して寸法を揃えます。 |
| 2・ |
光電管
左右それぞれにマークを検出するための光電管を設置します。
検出するマークの時間差によりどちら側にブレーキをかけるかを判断します。 |
| 3・ |
ダンサー部
ダンサー部のピンチローラはそのままでも使用可能です。
ただし片側の光電管と1つのモータだけで
繰り出し量を加減しますので、長時間運転中に左右のずれが生じます。
監視が必要になります。 |
|
|
| 4・ |
ダンサー部の改修
監視をしなくてもいいようにするには、改修が必要です。
左右それぞれに光電管と駆動モータが必要になとます。
ピンチローラも、既設のもの以外にもう1組設置しなくてはなりません。 |
| 5・ |
もう1つの方法
4つのピンチロールを取り外して、その半分の寸法の物を4個使用するという方法です。
もちろん4個のローラを取り付けるだけでは駄目で、高度な工夫が必要です。
コストも余分にかかります。
しかし、見た目がスマートで高級感がありますので、こちらがお薦めです。 |
|
 |
送りがサーボ式の場合、寸法・送り速度・製袋速度が合わないと設定ミスのエラーが発生して機械が止まってしまいます。
長い製品の時、製袋速度を早くしてしまと、製品を送り終らないのにシールバーが降りてしまい、機械を壊しかねません。
|
|
|
そこで、そういうことが起こらないように、
製品寸法と送り速度をタッチパネルで入力すると、製袋機速度が自動的に決まるようにしました。
結果、設定ミスで機械が止まることを心配することなく製袋できるようになります。 |
|
 |
 |
ヤマデンのテンコンの最大の特徴は使い勝手がいいということでしょう。
使用頻度の高い「起動」や「停止」釦は押釦スイッチやトグルスイッチを使用し、数値入力の必要なものはタッチパネルと言う風に使い分けます。
|
|
|
コストダウンと省ツペースの為、小さなサイズのタッチパネルを使用し、余分なものを排除してシンプルでオペレータにとって使い易いように設計されています。
|
|
 |
扇形ギヤ方式と違ってサーボ式送りの最大
の特徴は送り長さ無制限ということではない
でしょうか?
その為に「一旦停止」機能を搭載しています。
一回送る毎に一旦停止し、送り終わると
|
|
|
再スタートしますから、2メートルでも3メートルでも送ることが出来ます。
更に一旦停止機能にタイマー機能を加える
ことにより厚手の原反の場合、シール後の冷却を十分に行うことも可能となります。
|
|
 |
| 1. |
ワンショット機能押釦スイッチを一回押すと一枚だけ製袋して停止しますので、最初の試験製袋の時に便利です・ |
2.
|
送りロール寸動機能
原反をピンチロールに挟んでから、送りロールを手動で回すのは力がいります。
それをスナップスイッチで軽く前進・後退が出来ますから、オペレータにとってかなりの負担軽減となります。
|
|
|
| 3. |
ショット数表示機能
タッチパネル上に現在のショット数が表示されますのでその日の生産量予測が可能となります。
|
4.
|
その他のオプション
お客様の希望により、いろいろな機能の追加が可能です。 |
|
|
第19号
 |
 |
現在、セクショナル機を導入するにはすぐ
1億円以上の費用がかかります。
ですから元を取るのにかなりの期間がかかってしまいます。
ではセクショナル機は新品を購入するしか方法はないのでしょうか。
改修という方法があります。
フレームとその他使えるものだけ残して
セクショナル方式に変えてしまうのです。
費用がかなり節約できます。
例えば新品の購入に1億円かかるとします。 |
もしそれが6千万円で改修できれば4千万円節約でき、それを他の機械の改修費用に充てることができ、工場全体の生産力アップにつながります。
でもこんな疑問がわいてくるのではないでしょうか。
「費用は安くできても性能は大丈夫なのだろうか?」
この疑問に応えるために次の項から順番に説明していきます。 |
|
|
 |
「セクショナルドライブ」のことを略して
セクショナルと呼んでいます。
グラビア印刷機は、各ユニットの印刷版を
回転させるのにメインのモータを設置して
メインシャフトを介して動力を伝達します。
セクショナルは、メインのモータとシャフトの代わりに、各ユニットにサーボモータを
付けて版を回転させる方式です。 |
| ◆セクショナルの特徴 |
| 1・ |
ギヤによる接続部分がなくなりますので騒音と振動がなくなります。 |
| 2・ |
カラコンの方式
コンペン方式は各ユニット間の距離を増減して見当を合わせますが、セクショナルは回転中の位相を変えて見当を合わせます。 |
|
 |
|
グラビア印刷機の性能を判断するのに大事なポイントはテンション、乾燥、ドクター周りです。
印刷機を評価するときは、この3点をしっかりと見極めることが大事なポイントです。
◆テンション
印刷機の見当ずれの原因はほとんどがテンションが原因です。
巻だしは直接印刷に関係ありませんが、インフィードとアウトフィードのテンションは印刷に大きな影響を与えますのでとても重要です。
また、巻取りのテンションは製品の仕上がりに影響しますのでここも重要です。
巻取りテンコンが良くないと、巻締り、シワ、菊模様、横ずれ等の不良が発生します。 |
◆乾燥
乾燥の方式には2つあります。
電気によるものとガスによるものです。
電気にも2通りあって、乾燥ボックスの中にヒータを内蔵したものと、外部に熱風発生器をおいて、そこから乾燥ボックスに熱風を送り込む方式です。
ヒータ内蔵式のものはやめたほうがいいと思います。
乾燥ボックスの長さ、排気機能、冷風、乾燥に留意します。
◆ドクター周り
ドクター装置は、使い勝手の良さとドクタの角度調整が簡単に出来るというのがポイ
ントではないでしょうか?
ドクタを抑えるエアーシリンダー付きがお勧めです。 |
|
 |
おわかりのように、セクショナルとは版胴の駆動方式のことをいうのであって、3点のポイントがしっかりしていれば、新品でも改修品でも |
さほど性能に違いはないと結論づけることができます。
|
|
|
第20号
 |
 |
ある顧客の依頼で台湾製インフレ機の巻取りテンションの改修を行ないました。
そして立会いの日、フィルム立ち上げの様子を見ていました。
そして、立ち上げがものすごく短時間で行なわれていることに驚きました。
よく見ると「こげ」が全然発生していないのです。 |
ずっと以前、現場でコゲがなくなるまで、結構な時間アイドル運転jしていた記憶があって、短時間で本番に移行しているのは驚きでした。
私が長い間インフレの立会いを見ていないので、国内の機械もこげが発生しないように進歩しているのかも知れませんが、とにかく私にとっては驚きでした。
|
|
 |
そしてさらに私を驚かせたのが、3台のインフレ機を1人のベトナム人のオペレータが動かしていたという事実です。
思わず聞いてしまいました。「年はいくつで、いつ日本に来たの?」
「20歳です。1年前に日本に来ました。」
私の記憶では、インフレ機の技術は難しいので経験を有し、1台に一人のオペレータで、しかも高給取り、というイメージでしたので、かなりのカルチャーショックでした。
そしてベトナム青年の好奇心旺盛なこと。
私が作業を行なっていて、ふと人の気配を感じて振り向くと、インフレ機を動かしている筈のオペレータが私の作業を覗き込んでいるのです。 |
ふと思い出しました。
江戸時代ペルーが艦隊を率いて日本に来た時、日本人は艦隊を見て恐れおののくと想像していたのに、軍艦に乗船した日本人は恐れるどころか、軍艦の部品に興味津々で、眺めたり触ったりの連続だったそうです。
この向上心旺盛なベトナム青年にとって、
インフレ機の操作は、あっという間にものにできたのでしょうね。 |
|
 |
この例ではインフレ機が巾制御や厚み制御が自動かされた、コゲの出ないダイスという近代化された機械だから1り3台運転が可能だったということです。
このよう仕事の効率化は機械の近代化が前提となります。
これをグラビア印刷で見た場合どうでしょうか。
印刷機の3要素は乾燥・テンション・ドクタ周りと言っていますが、プラス、カラコンということでしょうね。 |
先ずインフィド・アウトフィードの速度テンコン。
継ぎにカラコンですが、いまだに1980年代に開発された、タテ見当のみのカラコンを使用しているところもあります。
そんな機械のためにヤマデンは、すごいカラコンを開発しました。
|
|
第21号
 |
 |
もしこれが可能となったら、かなりの競争力となるのではないでしょうか?
では、中華飯店で全ての料理を注文を受けてから3分以内に出すというのはどうでしょうか?
両方共不可能に見えます。でも、両方共可能なのです。中華飯店は実在しています。
フィルムの印刷ではまだ聞いたことがありません。今迄の常識では不可能です。常識を破れば可能となります。
ヤマデンの工場でそれを実現します。
|
使用する機械はスタック型フレキソ印刷機です。(上記写真)
何故スタック型か、それは価格がリーズナブルだからです。どんなに高性能でも投資額が高額だと、なかなか元が取れません。
フィルム印刷は、版洗いやドクタチャンバーの手入れ等印刷以の作業が沢山あります。
それら全てをチームワークでこなして初めて
表題のことが可能となるのです。それがノウハウです。
この機械とノウハウを手に入れた会社が
これから伸びていくのでしょうね。
|
|
 |
グラビア印刷はご存じのように凹版印刷で、フレキソ印刷は凸版印刷です。
版がゴム版あることから、版に弾力がある為、印刷の対象物も弾力のあるダンボール不織布・紙などの印刷機として日本国内では普及してきました。
国内でも10年以上前からフィルムの印刷にもフレキソをと叫ばれてきましたが、実際はそれほど普及していないようです。
一番の原因は品質でしょうが、他にも消耗 |
消耗品の供給やサービスの面でも不安があったのではないでしょうか。
これらに関してヤマデンは機械のサービスはもちろん、消耗品の供給に関しても完璧な体制をユーザーの皆さんには提供できるよう準備を致します。
また導入前に試験運転が出来るようヤマデンの工場にデモ機を準備しますので、現物の印刷を確認できます。 |
|
 |
1・版の保管
グラビアの版は鉄製であるため重量も重く場所をとります。フレキソ版はゴム製 なので軽量で場所をとりません。
2・カラコン不要
グラビアの場合、ユニット間に乾燥工程があるため、フィルムに収縮が生じて見当ずれが起きてしまいます。
そのためカラコンが必要となります。
フレキソのユニット間隔は短く、乾燥工程がないため見当ずれが起きません。
従ってカラコンは不要です。
|
3・印刷スピード
グラビア印刷では通常スピードは100m前後ですが、フレキソの場合見当ずれが起きないのと、乾燥工程を一括して行い、更に印刷版胴をセクショナル運転できることから200m前後の運転ができます。
4・印刷機の占有スペース
グラビア印刷機はユニットを横に並べて
いきますので、色数が増えれば占有スペースが増していきます。これに対しフレキソ印刷機は縦方向にユニットを増やしていきますので、色数を増やしても占有スペースは増えません。
|
|
 |
以上説明したことから、印刷精度が同等に
なってきた現在、フレキソ印刷にはメリットしかないということがおわかり戴けたことと思います。
従って、これからグラビア印刷機の買替えや新規参入はフレキソ印刷に変わっていく
|
ことは時代の趨勢ではないでしょうか?
考えてみて下さい。
200mのフレキソ印刷機を1台導入することは、100mのグラビア印刷機を2台導入することと同じになるのですよ。
|
|
 |
 |
|
◆版胴の脱着が楽
シャフトがなくなる分、重量が軽くなるので脱着が楽になります。
シャフトから取り外したり、取り付けたりの手間がなくなりますので、版替えの時間が短くなります。
横にかさばらないので、台車を使用しての脱着が可能になります。
◆横見当合わせが容易
レバーを使用して版を左右に動かしますので、横見当合わせが楽になります。
カラコンで横見当を追加する時、メカ部分の複雑な工事が不要となります。
◆どこのメーカーのも対応
ヤマデン特有の方法で行いますのでどこのメーカの印刷機にも対応できます。
|
◆現地で工事
現地で工事しますので、機械を他の場所に移動する必要がありません。
◆セクショナル化が容易
今迄、セクショナル化の工事の1部分としてシャフトレス化を行なってきましたので、サーボモータ部の工事を追加するだけで、セクショナル化ということになります。
◆見学OK
導入となると色々と不安がつきものです。
その不安をなくすために、ヤマデンの工場にサンプル機を用意しました。
サンプルを視察してから安心して導入を検討してください |
|
 |
印刷の高速化考える場合、乾燥ボックスの役割は重要です。
また印刷インキの水性化を考える場合も乾燥ボックスの役割は重要です。
乾燥の方式には2つあります。
電気によるものとガスによるものです。
電気にも2通りあって、乾燥ボックスの中にヒータを内蔵したものと、外部に熱風発生器をおいて、そこから乾燥ボックスに熱風を
送り込む方式です。
|
ヒータ内蔵式のものはやめたほうがいいと思います。
乾燥ボックスの長さ、排気機能、冷風、乾燥に留意します。
熱伝導工学に基づき、熱ロールを使用した
乾燥ボックスを設計します。
これにより乾燥スピードが格段に上がることが期待されます。 |
|
 |
印刷速度を上げると、ドクター部でのインキ飛びが問題となります。
その解決策がファニッシャローの増設です。
シリンダーをインキパンのインキに直接接すると、高速回転するシリンダに大量のインキが乗っかり、それをドクターで掻くと、インキが飛び散ります。
|
ファニッシャーロールを使用することで回転1/3位に抑えることができますので、インキの飛び跳ねが極端に少なくなります。
また、版胴のシャフトレスの場合は、スライドする部分にインキが付くと大問題です。
スライド部分にインキが付かないように、ジャバラ式のカバーをつけます。 |
|
 |
カラコンは現在光学式のものが主流です。
私もその操作方法を習得しようと思って、講習を受けました。
しかし、その複雑さにあきれて、途中で講習を受けるのを中断してしまいました。
よくもこんな面倒なことをやってるなと思いましたが、他にものがないから仕方がないのですね。
|
その時、カラコンの開発を思い立ち、特許につながりました。
21世紀は映像の時代、簡単操作のカラコンが世に出ます。
ご期待下さい。
|
|


|